In-Vessel Bioreactor Technology
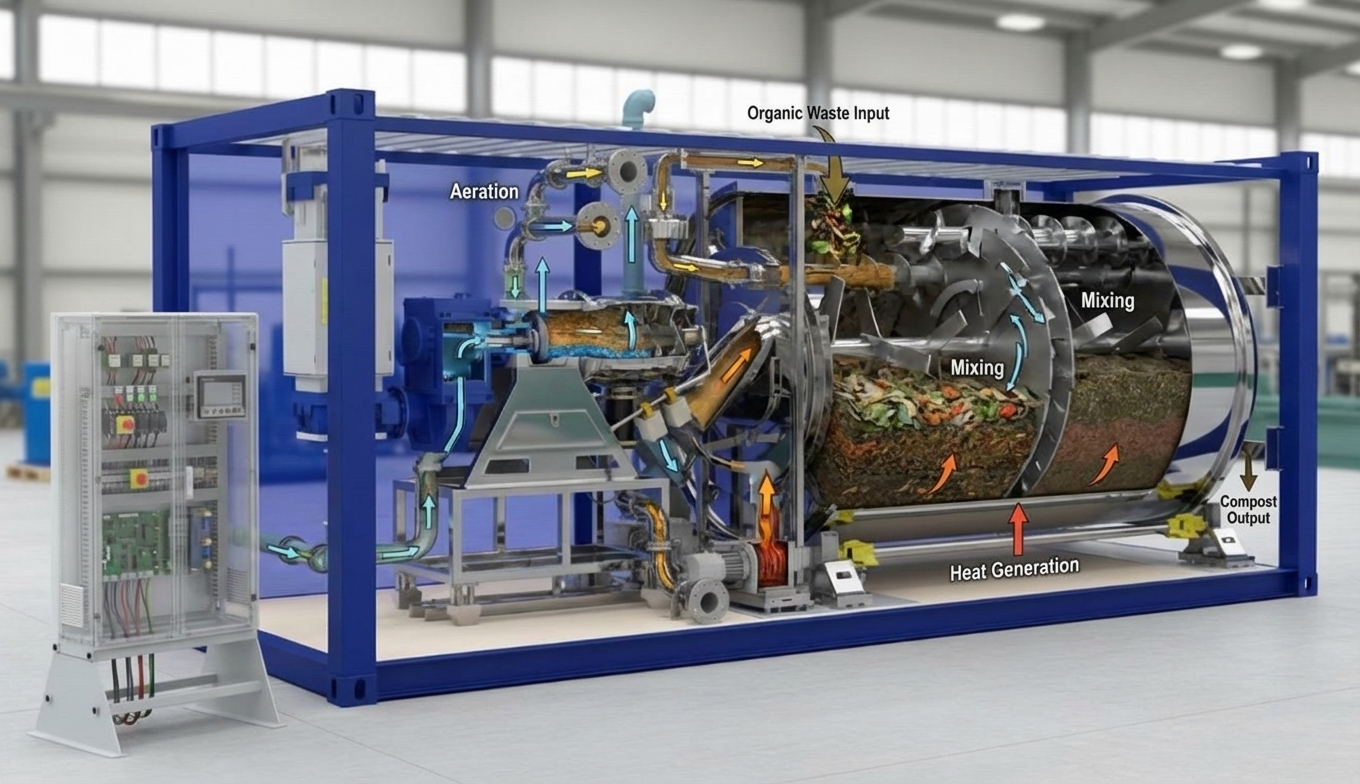
Mass Composter units operate on the principle of in-vessel bioreactors, where organic waste is composted inside a closed reactor under controlled temperature and aeration conditions. Compared to open piles or simple windrow systems, this approach delivers results that are faster, more traceable, and more homogeneous.
Technical Parameters
Temperature
45–75°C operating range

Energy Use
Varies by configuration
Retention Time
24–72 hours depending on waste type
Automation
PLC control + optional remote monitoring
System Highlights
- Fully enclosed processing
- Thermophilic temperature stability
- Airflow & odor control
- Modular volume configuration
- Continuous parameter logging
Main Process Steps
1. Waste Preparation
Organic waste is collected in the receiving area. When necessary, pre-shredding, separation, and homogenization in a mixing tank are performed. At this stage, the moisture content and carbon-to-nitrogen ratio are adjusted according to process requirements.
2. Feeding the Reactor
The prepared mixture is transferred into the in-vessel compost reactor via the feed hopper and conveyors. Feeding may be arranged batch-wise or adjusted depending on the desired degree of continuity.
3. Composting Process
Inside the reactor, the material is mixed and aerated under controlled conditions for the required duration. Temperature sensors and process-control algorithms ensure the thermophilic phase (typically 55–70°C) is maintained for the necessary period. This phase is critical for pathogen reduction and the elimination of unwanted seeds.
4. Gas and Odor Management
Exhaust air from the reactor is routed through filtration or appropriate venting systems to reduce odor and particulate load. Wet scrubbers or biological filtration solutions may be used when needed.
5. Reactor Discharge and Curing
At the end of the retention period, the output is a partially stabilized compost or bedding material. Depending on project objectives, it may be cured further in a maturation area or delivered directly to its intended application.
6. Data Recording and Monitoring
Throughout the process, parameters such as temperature, retention time, and feed quantity are recorded. When required, these data can be exported for quality documentation or regulatory compliance.
